La puesta en servicio de su nueva línea de producción
exigió una gran creatividad a los especialistas en tecnología de unión de
Magna: Antes de que la producción pudiera realizarse en serie, las empresas
externas de integración de sistemas tenían que desplazar los componentes a la
posición de soldadura preprogramada por medio de sistemas de robot de última
generación. Pero lograr la posición exacta del borde de la chapa requerida para
la soldadura seguía siendo un desafío en la preserie. Por supuesto, los
responsables de Magna fueron claros: En la tecnología de unión, la máxima
precisión es absolutamente fundamental, especialmente para las chapas finas.
Antes de que los vehículos pudieran salir de la línea de montaje, había que
garantizar una perfecta unión de las chapas superiores e inferiores.
Tolerancias
de fabricación
"Aquí
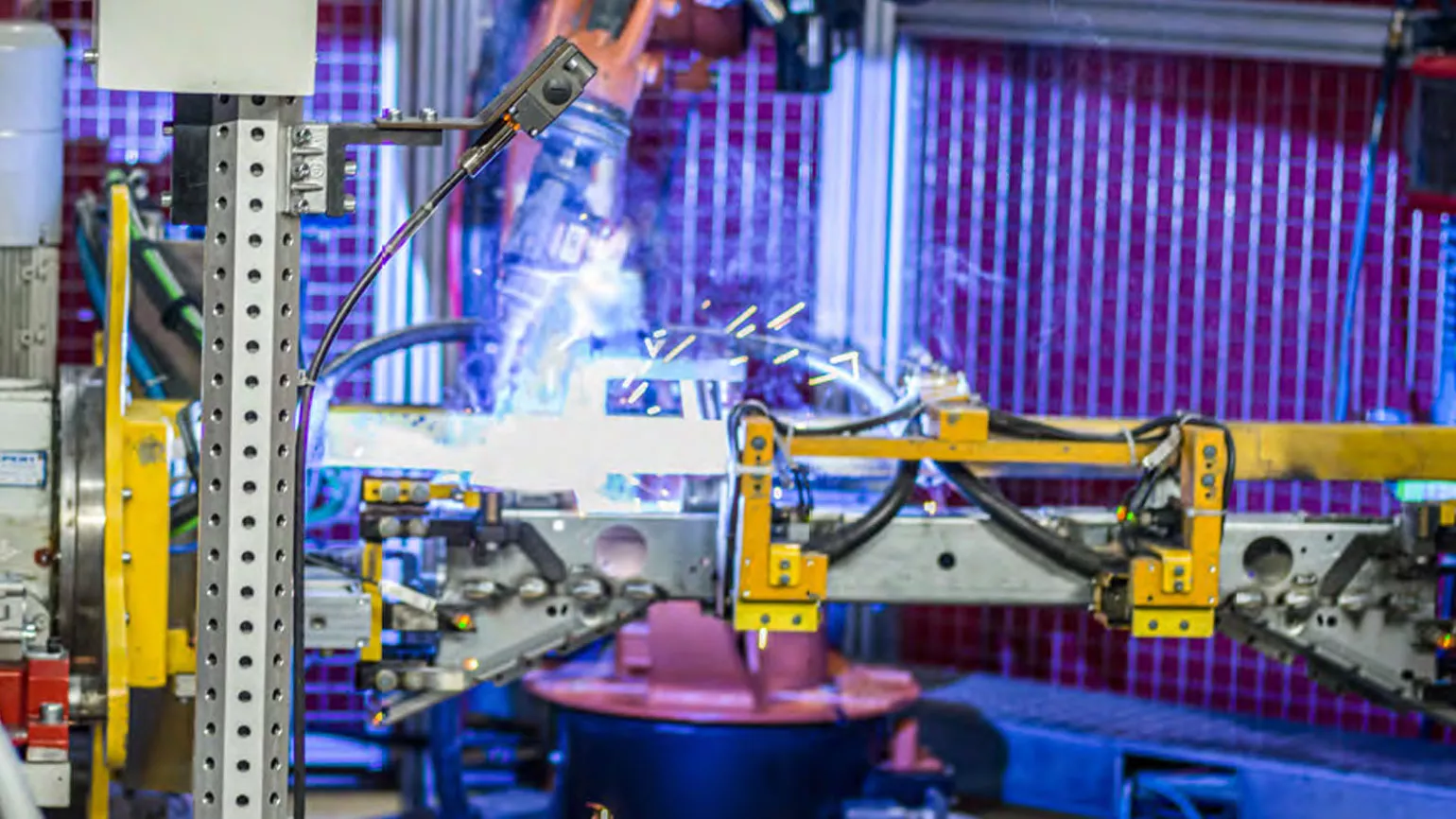
trabajamos, por ejemplo, con sistemas robotizados 'On The Fly'", explica
Sonja Schober, Responsable del Equipo de Tecnología de Unión de la Unidad de
Negocio Painted Body de Magna Steyr. La parte trasera del vehículo no queda sujeta
de la forma convencional. Un robot llamado Geogreifer recoge el componente en
la parte trasera por los puntos previstos para ello y lo mueve a las posiciones
deseadas. El otro robot guía la antorcha a las posiciones de soldadura
correspondientes. Justo aquí es donde era crucial que se respetasen con
exactitud las medidas previstas. "Se prevén diversas tolerancias por
defecto con respecto a la posición exacta de los componentes. Sin embargo, los
robots utilizados también tienen rangos de tolerancia específicos. En el caso
de un robot de soldadura, por ejemplo, la tolerancia de los ejes. Así que, en
el peor escenario, si la tolerancia de los componentes y los robots se sitúan
en el límite máximo o mínimo del rango, puede haber dificultades", continúa
Schober. "En ciertas circunstancias, el borde a unir puede estar hasta un
milímetro por delante o por detrás de la posición "Stickout" del hilo
de soldadura. Como resultado, pueden producirse defectos de unión como una
penetración insuficiente o una unión deficiente de las chapas superior e
inferior". Werner Karner, Responsable del Centro de tecnologías de unión
de Magna Steyr, añade: "En la industria automovilística, además, la
mayoría de las aplicaciones incluyen chapas delgadas. Si te equivocas con el
cordón de soldadura, estropeas la chapa rápidamente. Así que antes de que
pudiéramos comenzar la producción en serie, tuvimos que optimizar nuestros
sistemas en esta área".
Las dificultades en la tecnología de unión
automatizada suelen ocurrir de forma completamente inesperada. Por lo tanto,
para garantizar la calidad, se requiere una inspección general muy precisa
durante la producción: "Normalmente, programamos el robot para manejar un
componente, y funciona. Pero puede aparecer de la nada un cordón de soldadura y
obligarnos a realizar retoques. En este caso, tenemos que analizar cuáles son
las causas", explica gráficamente Marco Miersch, Mecánico de mantenimiento
de Magna Steyr. "Por supuesto, hay muchas otras causas en cualquier
proceso de producción que causan desviaciones mínimas, por lo que una
planificación adecuada de las tolerancias de producción es absolutamente
fundamental: Se trata de márgenes previstos y, por lo tanto, calculados;
también hablamos en este caso de la compensación de la tolerancia", añade
Schober. "Diseñar una construcción con tolerancia cero es definitivamente
imposible. Por lo tanto, dependemos de encontrar de forma fiable el borde de la
chapa y detectar cualquier hueco. De esta manera se pueden evitar errores de
unión".
En la rutina de producción diaria, esto
significa: "Examinamos todos los componentes, los comparamos entre sí,
programamos de nuevo cada cordón de soldadura en el robot en caso de duda y
ajustamos los parámetros de las fuentes de potencia", confirma Miersch.
Para garantizar una precisión absoluta, estamos dispuestos a aceptar el coste
adicional en tiempo de trabajo y energía, así como el posible material extra.
Este control exhaustivo de calidad es una prioridad para nosotros como
fabricantes de primera categoría".
Comprobación
de componentes mediante sistemas de medición óptica
Si
queremos evitar el retrabajo constante, como comprobaciones visuales de cada
pieza y retoques manuales de soldadura, y desechar los componentes por
presentar defectos, se debe asegurar la posición correcta de los mismos antes
de la soldadura. Hay muchas formas de afrontar este desafío de la soldadura
robotizada. Pero, ¿cómo se puede resolver este problema con grandes volúmenes
en la producción automatizada? En relación con los diversos sistemas de cámaras
diseñados para hacer que el robot "vea" para corregir las posiciones,
Karner dice: "Por un lado, las antorchas de soldadura son muy largas. Si
se coloca una cámara en la parte trasera, no tendrá un alcance suficiente para
la parte delantera. Además, todos los fabricantes se enfrentan al mismo reto en
el sector de las carrocerías en bruto: ¡Todo es cada vez más estrecho y
sinuoso! Así pues, la accesibilidad es cada vez más limitada, y las ayudas
ópticas de medición están literalmente llegando a su límite.
Pero Magna no solo se esfuerza por alcanzar
los más altos estándares de calidad. También por establecer nuevos hitos con
respecto a los estándares de fabricación más modernos de la industria del
automóvil. Con la puesta en servicio de la línea de producción en 2018, Karner
quiso abrir nuevos caminos: "Yo tenía claro que, a largo plazo, la
industria automovilística necesitaría una solución para ayudar al robot a
encontrar los bordes. Como llevamos colaborando desde hace muchos años con los técnicos
y responsables de desarrollo de Fronius, les pregunté si tenían una solución...
La respuesta no tardó en llegar: Puede que haya algo..."
 Australia
Australia  中國
中國  香港
香港  India
India  日本
日本  대한민국
대한민국  新加坡
新加坡  ประเทศไทย
ประเทศไทย  Österreich
Österreich  Česká republika
Česká republika  Danmark
Danmark  Eesti
Eesti  Finland
Finland  France
France  Deutschland
Deutschland  Ελλάδα
Ελλάδα  Italia
Italia  Magyarország
Magyarország  Nederland
Nederland  Norge
Norge  Polska
Polska  Portugal
Portugal  Schweiz
Schweiz  Slovensko
Slovensko  Slovenija
Slovenija  España
España
 Sverige
Sverige  Türkiye
Türkiye  Україна
Україна  United Kingdom
United Kingdom  Argentina
Argentina  Brasil
Brasil  Canada
Canada  Chile
Chile  Colombia
Colombia  Costa Rica
Costa Rica  Ecuador
Ecuador  México
México  Panama
Panama  Peru
Peru  Uruquay
Uruquay  USA
USA  Venezuela
Venezuela 

















 Business Unit Perfect Welding
Business Unit Perfect Welding  مصر
مصر
 الأردن
الأردن
 الكويت
الكويت
 لبنان
لبنان
 سلطنة عمان
سلطنة عمان
 دولة قطر
دولة قطر
 المملكة العربية السعودية
المملكة العربية السعودية
 South Africa
South Africa
 الإمارات العربية المتحدة
الإمارات العربية المتحدة